






節(jié)能降耗
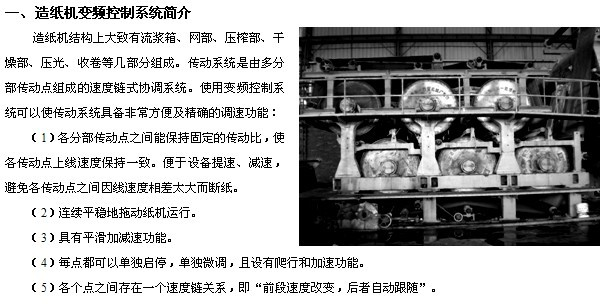
ECF100變頻器在紙機同步傳動控制系統(tǒng)的應(yīng)用
2016-05-13
目前我國造紙廠家眾多,可是普遍存在著自動化控制水平較低、能耗高、紙品的質(zhì)量和產(chǎn)量在一定程度上受限制等狀況。而隨著社會經(jīng)濟的高速發(fā)展,人們對紙張的消費數(shù)量和紙張的質(zhì)量要求也越來越高,這就要求造紙企業(yè)不斷提高生產(chǎn)工藝和自動化生產(chǎn)水平,使紙產(chǎn)品能夠滿足日益發(fā)展的經(jīng)濟需求。
二、紙機生產(chǎn)線同步控制有以下4種方式
1、倍率調(diào)速盒+滑差調(diào)速電機
此方法在早期紙機生產(chǎn)線上應(yīng)用廣泛。因采用電磁滑差調(diào)速電機浪費電能大,現(xiàn)已逐漸淘汰。
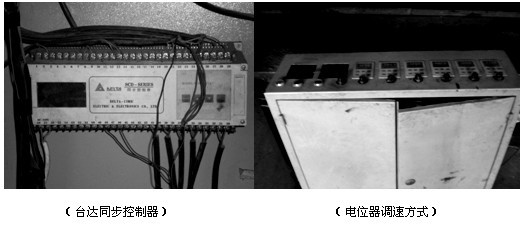
2、同步控制器+ECF100變頻器+鼠籠式Y(jié)系列異步電機
、PLC主機+D/A模塊+ECF100變頻器+鼠籠式異步電機(Y系列/4極)
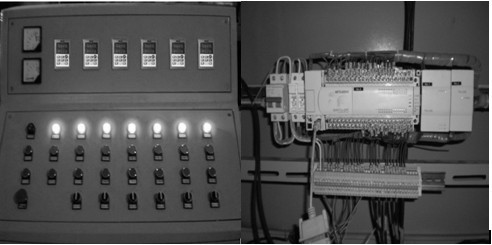
4、PLC與ECF100變頻器進行主從通訊方式
ECF100變頻器的Modbus通訊方式采用主從方式的查詢-相應(yīng)機制,只有主站發(fā)出查詢時,從站才能給出響應(yīng),從站不能主動發(fā)送數(shù)據(jù)。PLC作為主站,接收外部信號(如按鈕),通過485通信端口,與作為從站的各臺變頻器進行通訊,發(fā)送命令和接收數(shù)據(jù)。并可通過觸摸屏進行實時監(jiān)控。