






木工機(jī)械
ECF100變頻器在鍘皮機(jī)上的應(yīng)用
2016-05-12
一 、引言
傳統(tǒng)鍘皮機(jī)采用人工控制,靠操作工人手動(dòng)測(cè)量皮子長(zhǎng)度,手動(dòng)下鍘。存在著人工成本高、操作危險(xiǎn)、精度差、速度慢等缺陷。機(jī)械制造廠家和用戶均希望有一種能全自動(dòng)控制的新型鍘皮機(jī)來(lái)替代傳統(tǒng)鍘皮機(jī)。
二、技術(shù)方案
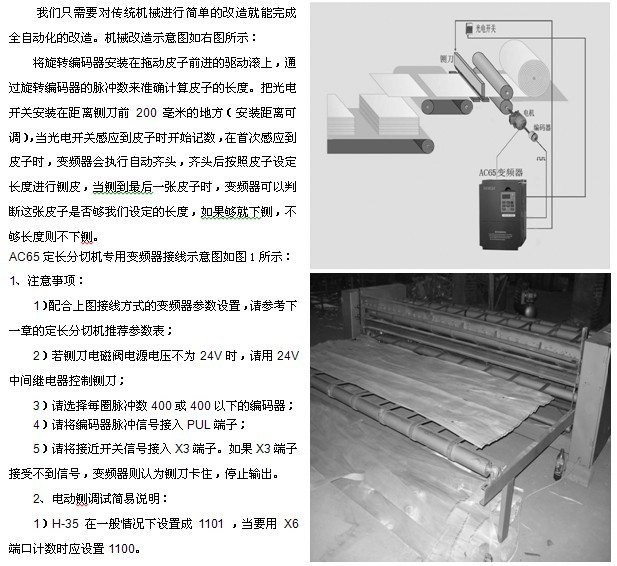
通過(guò)對(duì)鍘皮機(jī)工作模式的長(zhǎng)期研究,我們開(kāi)發(fā)了一款鍘皮機(jī)類設(shè)備專用變頻器AC65型。AC65定長(zhǎng)分切機(jī)專用變頻器內(nèi)置了分切機(jī)專用程序,能夠自動(dòng)識(shí)別皮子長(zhǎng)度,切割皮子精度準(zhǔn)確,確保了板材產(chǎn)品四邊的整齊有序。自動(dòng)控制鍘刀下鍘。自動(dòng)檢測(cè)是否有皮子,無(wú)皮子時(shí)自動(dòng)報(bào)警停車,同時(shí)提醒操作工人重裝皮子。同時(shí)可實(shí)現(xiàn)自動(dòng)齊頭、自動(dòng)去尾和自動(dòng)接皮功能。
三、方案實(shí)施
2)當(dāng)變頻器出現(xiàn)SC時(shí),請(qǐng)不要頻繁的復(fù)位再啟動(dòng)。應(yīng)當(dāng)先拆開(kāi)電機(jī)線,看變頻器在不帶電機(jī)的情況下能否正常運(yùn)行,如能正常運(yùn)行,請(qǐng)仔細(xì)檢查電機(jī)與電機(jī)線。
器不吸合,那么繼電器壞,反之變頻器壞。
7)當(dāng)鍘了一下就不送皮子了有以下兩種情況:
第一、調(diào)速電位器扭到0了。
第二、控制鍘刀位置的光電開(kāi)關(guān)壞了。
8)F-12可以調(diào)整下鍘電機(jī)的速度。
9)H-20、H-33、H-37、H-35、H-35 、H-36、 H-34的時(shí)間調(diào)小可提高工作效率。
序號(hào)
功能描述
推薦設(shè)定值
E-01
運(yùn)行命令給定通道選擇
1
E-02
頻率給定主通道選擇
2
E-13
加速時(shí)間1
0.2秒
E-14
減速時(shí)間1
0.2秒
E-11
下限頻率
0.00Hz
E-13
加速時(shí)間1
0.2秒
E-14
減速時(shí)間1
0.2秒
F-01
輸入信號(hào)選擇1(X1)
29:第二寬度
F-02
輸入信號(hào)選擇2(X2)
28:手動(dòng)下刀信號(hào)
F-03
輸入信號(hào)選擇3(X3)
21:下鍘電機(jī)停機(jī)信號(hào)
F-04
輸入信號(hào)選擇4(X4)
2:反轉(zhuǎn)點(diǎn)動(dòng)運(yùn)行
F-05
輸入信號(hào)選擇5(X5)
26:光電開(kāi)關(guān)信號(hào)
F-10
下刀前低速頻率
10.00Hz
F-11
怠速頻率
20.00Hz
F-12
鍘刀運(yùn)行頻率
45.00Hz
F-31
輸出端子Y1
13:下鍘信號(hào)
H-12
編碼器一轉(zhuǎn)脈沖數(shù)
根據(jù)編碼器每圈的脈沖數(shù)設(shè)定
H-12
編碼器一轉(zhuǎn)脈沖數(shù)
根據(jù)編碼器每圈的脈沖數(shù)設(shè)定
H-13
轉(zhuǎn)軸直徑
根據(jù)輥?zhàn)拥膶?shí)際直徑設(shè)定
H-14
轉(zhuǎn)軸傳動(dòng)比
1
H-16
分切皮子的長(zhǎng)度設(shè)定
根據(jù)用戶所切皮子長(zhǎng)度設(shè)定(可用鍵盤(pán)的‘△’‘▽’來(lái)調(diào)整)
H-20
切換2后延時(shí)
0.12
H-23
低速運(yùn)行脈沖數(shù)
400
H-33
切換1前沿時(shí)
0.20s
H-34
切換1后延時(shí)
0.20s
H-35
下鍘控制選擇
1101
H-36
切換2前沿時(shí)
0.5秒
H-37
計(jì)時(shí)停刀時(shí)間
0.2秒
H-38
鍘皮機(jī)空洞長(zhǎng)度
300毫米(根據(jù)皮子窟窿的最大直徑設(shè)置)
四、變頻器參數(shù)的設(shè)定
五、結(jié)束語(yǔ)
用戶的經(jīng)濟(jì)效益,見(jiàn)效快,值得推廣。